




 扫一扫
扫一扫

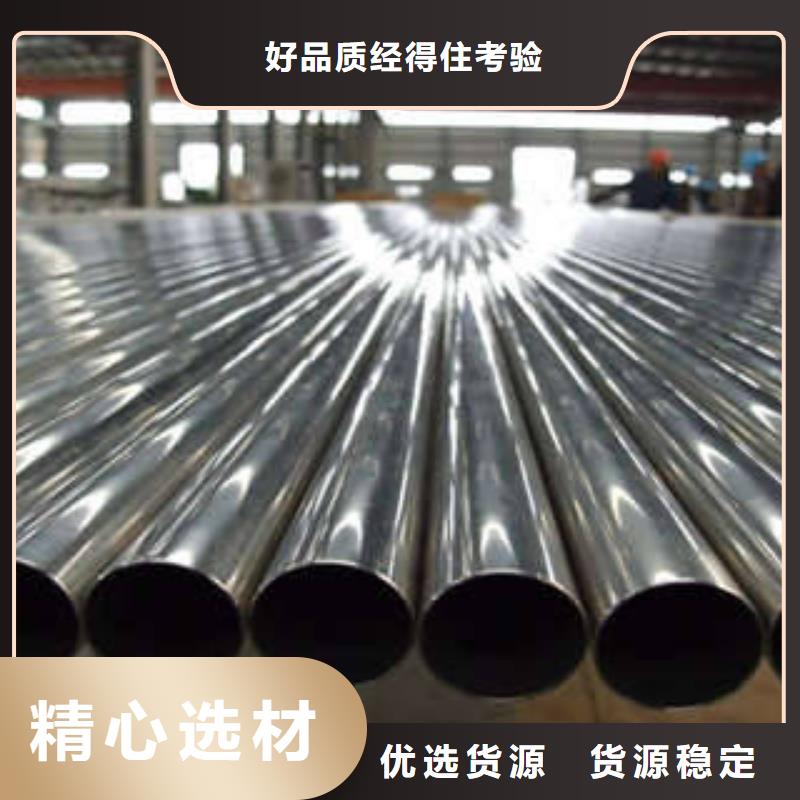
昌盛源不锈钢板生产厂家(雅安市分公司)是专门从事 大口径不锈钢管的生产厂家,加强品质的管理是提高产品市场占有率的前条件,我们不断以系统、正规化的品质管理体系作为坚强的后盾,使企业实力向更高目标迈进。因而,我们严格贯彻ISO9001质量管理体系,即加强了企业的综合实力,又对塑立统一的企业形象起到了举足轻重的作用。
凝聚精神,体现品质内涵!
我们坚持“和谐、谦学、务实、创新”的企业使命,改变一切不适应市场发展趋势的经营观念与行为习惯,进一步激发团队的激情与组织的活力,充分发挥我们的创新能力,不断超越自我,创造一种蓬勃发展的动力之源,以快速自身的整体竞争力。
我们相信:在“合作发展、共同提高”的基础上,我们全体员工将以饱满的工作热情、创新的工作思维和务实的工作做法,团结一致,奋勇拼搏一定能够在经济舞台上达到既定目标,并与所有的合作伙伴共同发展。


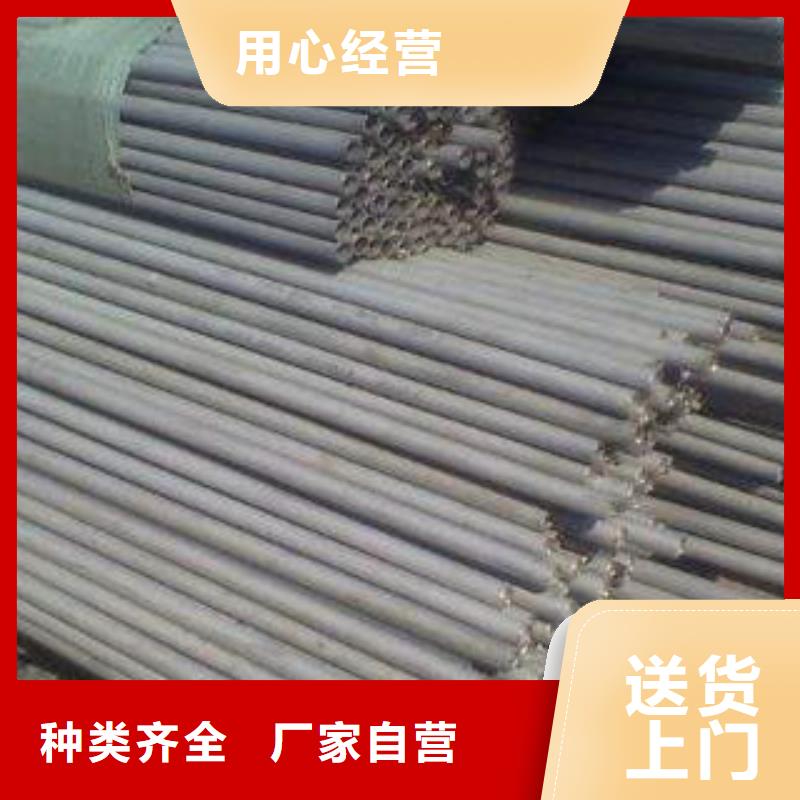
在整个固溶热处理过程中,对不锈钢焊管的加热以及冷却的温度都需要进行严格的监控, 在此过程中将不锈钢焊管保护起来,以避免高温状态下的焊管遇水发生氧化反应。根据过去二十年来火炬在不锈钢焊管行业内的所见所闻,我们发现业内众多企业在管理流程的结构上存在着一些问题,并且各企业之间的问题往往存在着共性。接下来,不锈钢焊管企业管理流程结构的问题谈谈自己的一些看法。流程缺乏整体统筹。一些不锈钢焊管企业对于需要统一规划的相关流程没有进行整体考虑。例如,生产计划流程、销售计划流程、大修计划流程、备品备件计划流程、物料采购计划流程,必须根据企业特点,以生产或者销售为起点,制定相关的系列计划,而有的不锈钢焊管企业往往将这几个企业管理流程单独运行,造成各项计划对相关工作的制度性差。



我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?,由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。


技术支持:s797.com