想要更直观地感受冷拔管42crmo精密钢管从厂家买售后有保障产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:广西玉林冷拔管42crmo精密钢管从厂家买售后有保障的图文介绍


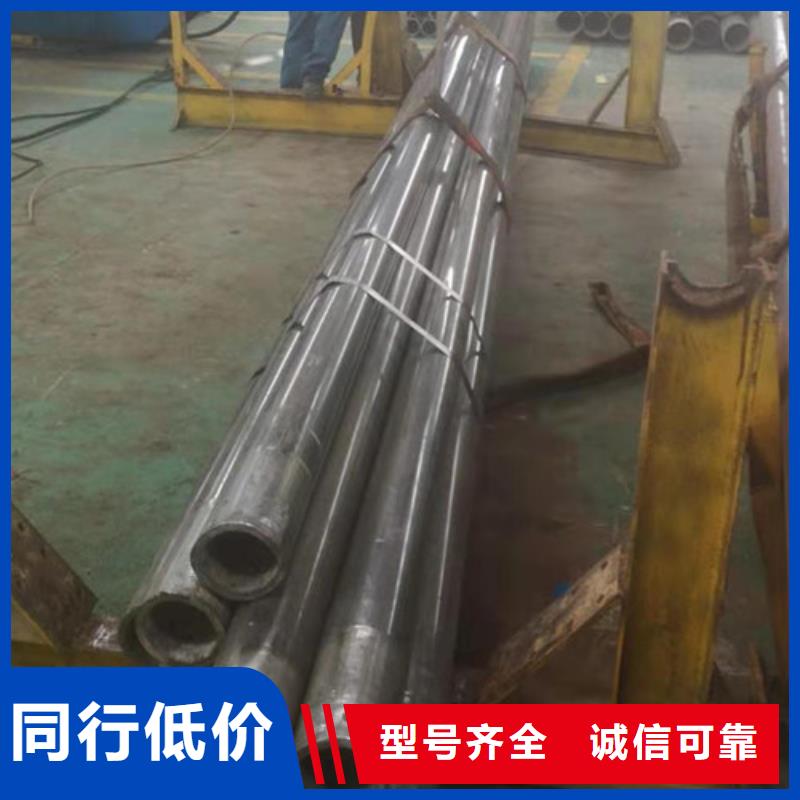
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。



切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。

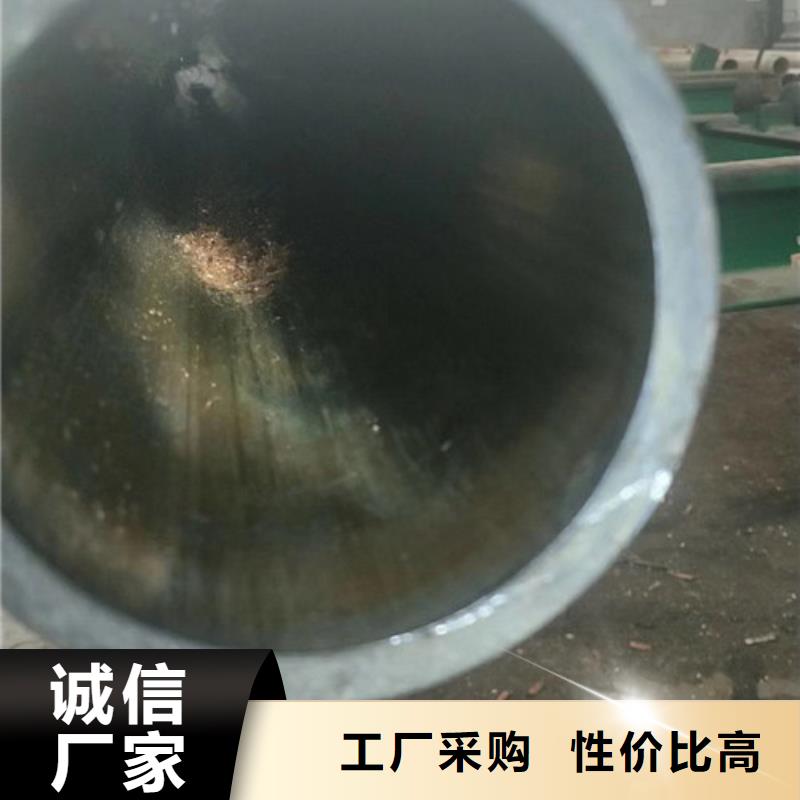
冷拔管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,冷拔管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去冷拔管的使用的特点的。冷拔管在进行操作的时候要用到打孔的,打孔的话就是在冷拔管的表面进行穿透,打一个个的小孔,这样的话对于冷拔管来说就可以使用它在管道和工程领域就能够派上用场了。划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。


根据冷拔管产生脆性的回火温度范围,可分为低温回火脆性和高温回火脆性。冷拔管低温回火脆性 合金钢淬火得到马氏体组织后,在250~400℃温度范围回火使钢脆化,其韧性一脆性转化温度明显升高。已脆化的冷拔管不能再用低温回火加热的方法,故又称为%26ldquo;不可逆回火脆性%26rdquo;。它主要发生在合金结构钢和低合金超高强度冷拔管等钢种。已脆化冷拔管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因,普遍认为:(1)与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。(2)杂质元素磷等在原奥氏体晶界偏聚也是造成低温回火脆性原因之一。含磷低于0.005%的高纯冷拔管并不产生低温回火脆性。磷在火加热时发生奥氏体晶界偏聚,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了低温回火脆性的发生。



展望未来,精拉管业(玉林市分公司)将继续坚持以“的 精密光亮管产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!


冷拔管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,冷拔管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去冷拔管的使用的特点的。冷拔管在进行操作的时候要用到打孔的,打孔的话就是在冷拔管的表面进行穿透,打一个个的小孔,这样的话对于冷拔管来说就可以使用它在管道和工程领域就能够派上用场了。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。






 扫一扫
扫一扫